范GJB2218A-2008")
中華人民共和國國家軍用標準
GJB2218A-2008 代替 GJB 2218-1994
航空用鈦及鈦合金棒材和鍛坯規(guī)范
Specification of titanium and titanium alloy
bars and forging stocks for aircraft
2008-03-17發(fā)布 2008-10-01實施
國防科學技術(shù)工業(yè)委員會發(fā)布
前言
本規(guī)范代替GJB 2218-1994《航空用鈦及鈦合金棒材和鍛坯規(guī)范》。
本規(guī)范與GJB 2218-1994相比, 主要有以下變化:
一增加了TA15、TA19(Ti-6242)和TC17(Ti-17)三個鈦合金牌號及相應(yīng)的要求;
一擴大了棒材的尺寸范圍規(guī)定,最小直徑從21mm改為12mm,最大長度從4000mm改為5000mm;
補充并調(diào)整了各牌號鈦合金試樣的推薦熱處理制度;
增加了部分牌號產(chǎn)品的室溫Rp2指標;
-修訂了TA2、TA3和TA4工業(yè)純鈦產(chǎn)品的力學性能要求;
增加了所列牌號鈦合金棒材的高溫力學性能等要求;
-增加了產(chǎn)品錠節(jié)號管理的要求;
補充修改了產(chǎn)品分類的規(guī)定。
本規(guī)范的附錄A為規(guī)范性附錄。
本規(guī)范由有色金屬技術(shù)經(jīng)濟研究院提出。
本規(guī)范由中國有色金屬工業(yè)標準計量質(zhì)量研究所歸口。
本規(guī)范起草單位:寶鈦集團有限公司、北京航空材料研究院、沈陽飛機設(shè)計研究所、沈陽飛機工業(yè)(集團)有限公司、紅原鍛鑄工業(yè)公司。
本規(guī)范主要起草人:張平輝、王永梅、蔡建明、黃永光、李紅恩、王雪梅、李獻軍、李渭清、王寶善。
本規(guī)范于1994年12月首次發(fā)布。
航空用鈦及鈦合金棒材和鍛坯規(guī)范
1、范圍
本規(guī)范規(guī)定了鈦及鈦合金棒材和鍛坯(餅、環(huán))的要求、質(zhì)量保證規(guī)定、交貨準備等。
本規(guī)范適用于航空用熱軋和熱鍛的鈦及鈦合金棒材和鍛坯(餅、環(huán)),航天及其他用途的鈦及鈦合金棒材和鍛坯(餅、環(huán))可參照使用。

2、規(guī)范性引用文件
下列文件中的條款通過本規(guī)范的引用而成為本規(guī)范的條款。凡是注日期的引用文件,其隨后所有的修改單(不包含勘誤的內(nèi)容)或修訂版均不適用于本規(guī)范,然而,鼓勵根據(jù)本規(guī)范達成協(xié)議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本規(guī)范。
GB/T 228 金屬材料室溫拉伸試驗方法
GB/T 229 金屬夏比缺口沖擊試驗方法
GB/T 2039 金屬拉伸蠕變及持久試驗方法
GB/T 3620.1 鈦及鈦合金牌號和化學成分
GB/T 3620.2 鈦及鈦合金加工產(chǎn)品化學成分允許偏差
GB/T 4161 金屬材料平面應(yīng)變斷裂韌度Kic試驗方法
GB/T 4338 金屬材料 高溫拉伸試驗方法
GB/T 4698(所有部分)海綿鈦、鈦及鈦合金化學分析方法
GB/T 5168 兩相鈦合金高、低倍組織檢驗方法
GB/T 5193 鈦及鈦合金加工產(chǎn)品超聲波探傷方法
GB/T 8180 鈦及鈦合金加工產(chǎn)品的包裝、標志、運輸和貯存
GJB 1580-1993 變形金屬超聲波檢驗方法
3、要求
3.1 材料
3.1.1 用于制造棒材和鍛坯的鑄錠應(yīng)采用真空自耗電弧爐熔煉,熔煉次數(shù)應(yīng)不少于兩次,其中TA15、TA19、TC11、TC17的熔煉次數(shù)應(yīng)為三次。最后一次熔煉穩(wěn)定階段的壓強應(yīng)不大于5Pa(需充惰性氣體熔煉的除外)。
3.1.2 自耗電極不允許使用鎢極氬弧焊焊接。
3.2 產(chǎn)品的牌號、狀態(tài)、規(guī)格
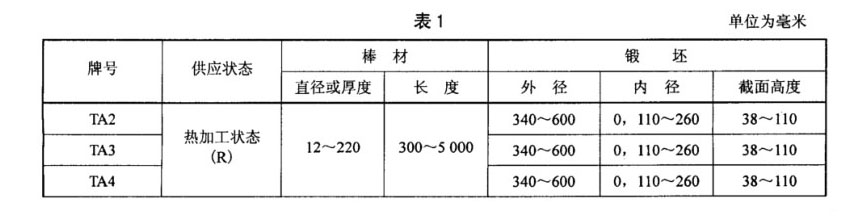
棒材和鍛坯牌號、狀態(tài)和規(guī)格應(yīng)符合表1的規(guī)定。其中TA15鈦合金棒材根據(jù)用途分為兩個類別:
A類和B類,一般按A類用途供貨,當訂購方要求并在合同中注明時,可按B類用途供貨。

3.3 化學成分
3.3.1 棒材或鍛坯的化學成分應(yīng)符合GB/T 3620.1的規(guī)定。
3.3.2 訂購方從棒材或鍛坯上取樣進行化學成分復(fù)驗時,其成分允許偏差應(yīng)符合GB/T 3620.2的規(guī)定。
3.4 力學性能
3.4.1 棒材或鍛坯的力學性能在經(jīng)熱處理后的試樣坯上測試。試樣的推薦熱處理制度見表2。

3.4.2 棒材的室溫力學性能應(yīng)符合表3的規(guī)定,鍛坯的室溫力學性能應(yīng)符合表4的規(guī)定,超出表中規(guī)格范圍的棒材或鍛坯的室溫力學性能由雙方協(xié)商確定。

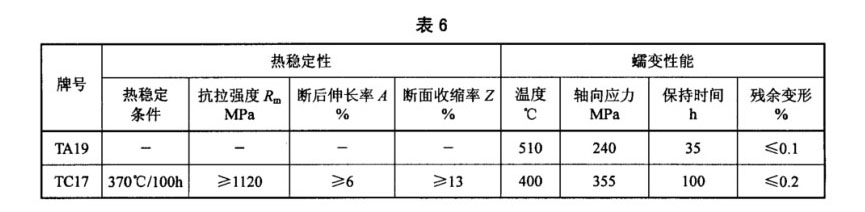
3.4.3 訂購方要求并在合同中注明時,鈦合金棒材的高溫拉伸、持久性能應(yīng)符合表5的規(guī)定,TA19和TC17鈦合金棒材的熱穩(wěn)定性和高溫蠕變性能應(yīng)符合表6的規(guī)定。


3.4.4 B類用途的TA15鈦合金棒材,其室溫力學性能在退火態(tài)棒材上或經(jīng)熱處理后的棒坯(一段棒材)上取樣測試。其室溫力學性能應(yīng)符合表7的規(guī)定,高溫力學性能應(yīng)符合表8的規(guī)定;當訂購方要求并在合同中注明時,直徑大于200mm的棒材應(yīng)取樣鐓制餅坯,餅坯的室溫力學性能應(yīng)符合表9的規(guī)定。



3.5 β轉(zhuǎn)變溫度
棒材或鍛坯(工業(yè)純鈦TA2、TA3和TA4除外)應(yīng)按熔煉爐號提供β轉(zhuǎn)變溫度。
3.6 超聲波檢驗
3.6.1 除B類用途的TA15鈦合金棒材外,棒材或鍛坯應(yīng)按GB/T 5193的規(guī)定進行超聲波檢驗,其驗收級別應(yīng)符表10的規(guī)定。

3.6.2 B類用途的TA15鈦合金棒材,應(yīng)按本規(guī)范的附錄A進行徑向縱波、周向橫波檢驗。徑向縱波檢驗允許的缺陷當量值見表11,周向橫波檢驗不允許存在任何超過人工傷反射幅度的信號。

3.7 尺寸和外形
3.7.1 棒材和鍛坯以磨削或機加工表面供貨。當訂購方要求并在合同中注明時,棒材也可以熱加工表面供貨。棒材和鍛坯的尺寸允許偏差應(yīng)符合表12的規(guī)定。

3.7.2 棒材的定尺或倍尺長度應(yīng)在其不定尺長度范圍內(nèi),定尺長度的允許偏差為+15mm,倍尺長度還應(yīng)計入棒材切斷時的切口量,每一切口量為10mm。
3.7.3 棒材的兩端應(yīng)切平整,切斜應(yīng)不大于5mm。
3.7.4 棒材的彎曲度應(yīng)不大于5mm/m,熱加工表面棒材的彎曲度應(yīng)不大于8mm/m。
3.7.5 鍛坯的倒角半徑為5mm~10mm。
3.8 低倍組織
3.8.1 低倍組織不應(yīng)有裂紋、折疊、氣孔、偏析、金屬或非金屬夾雜及其他目視可見的冶金缺陷。B類用途的TA15鈦合金棒材,其低倍組織還不允許有明顯的、目視可見的清晰晶粒。
3.8.2 低倍組織應(yīng)按圖1進行評定。直徑或厚度不大于100mm的棒材應(yīng)符合1級~4級;大于100mm~200mm的棒材應(yīng)符合1級~5級;大于200mm~300mm的棒材應(yīng)符合1級~6級。當?shù)捅督M織出現(xiàn)下列情況時,以顯微組織進行判定:
a)直徑或厚度不大于100mm的低倍組織為5級;
b)直徑或厚度大于100mm~200mm的低倍組織為6級;
c)直徑或厚度大于200mm~300mm的低倍組織為7級。
3.9 顯微組織
3.9.1 經(jīng)熱處理后,TA2、TA3、TA4、TA7鈦合金的顯微組織應(yīng)是等軸α組織或等軸和拉長α組織,以及部分破碎和扭曲的晶界α及片狀α,無完整的原始β晶界。
3.9.2 經(jīng)熱處理后,其余牌號鈦合金的顯微組織應(yīng)是兩相區(qū)加工產(chǎn)生的組織,無完整的原始β晶界。
在轉(zhuǎn)變的β基體上的等軸α組織,或等軸α和拉長α組織,以及部分破碎和扭曲的晶界α及片狀α都是可接受的組織。
3.9.3 B類用途的TA15鈦合金棒材,其橫向顯微組織應(yīng)按圖2進行評定,直徑或厚度不大于100mm的棒材應(yīng)符合1類~5類;大于100mm~200mm的棒材應(yīng)符合1類~7類;大于200mm~300mm的棒材應(yīng)符合1類~8類。
3.9.4 訂購方對顯微組織有特殊要求時,應(yīng)經(jīng)雙方協(xié)商并在合同中注明。
3.10 表面狀況
磨削或機加工棒材和鍛坯的表面粗糙度的Ra值應(yīng)不大于3.2um。
3.11 外觀質(zhì)量
3.11.1 棒材和鍛坯表面不允許有裂紋、折疊、重皮、縮尾及其他冶金缺陷。表面的局部缺陷應(yīng)予以清除,清理深度應(yīng)不超過其尺寸允許偏差,清理深度與寬度之比應(yīng)不大于1:6(鍛坯平面上應(yīng)不大于1:10)。
在鍛坯兩側(cè)面的對稱面上不得同時出現(xiàn)清理凹坑。
3.11.2 棒材和鍛坯表面允許有個別細小的疤痕、龜裂、鱗皮、皺褶、印痕、啃傷、麻點和劃痕,但應(yīng)保證不超出其尺寸允許偏差。
3.12 產(chǎn)品標志
3.12.1 在已檢驗的每件棒材或鍛坯的一個端面或靠近端面的頭部應(yīng)打印(或粘貼標簽)標記以下內(nèi)容:
a)承制方質(zhì)量檢驗部門的印記;
b)產(chǎn)品牌號;
c)規(guī)格;
d)熔煉爐號;
e)錠節(jié)號。
3.12.2 棒材和鍛坯實行錠節(jié)號管理。當訂購方要求并在合同中注明時,還可實行頭部管理。頭部管理的要求為:若棒材用料包括鑄錠靠冒口部分,則在靠近冒口的第一根棒材的靠近冒口一端作出標志“T”。
4、質(zhì)量保證規(guī)定
4.1 檢驗分類
本規(guī)范規(guī)定的檢驗為質(zhì)量一致性檢驗。
4.2 質(zhì)量一致性檢驗
4.2.1 組批
產(chǎn)品應(yīng)成批提交驗收。每批應(yīng)由同一牌號、熔煉爐號、狀態(tài)、規(guī)格、制造方法、生產(chǎn)周期的棒材或鍛坯組成。
4.2.2 檢驗項目及取樣
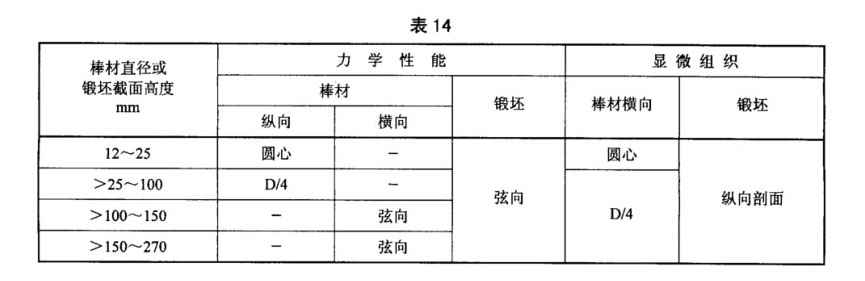
4.2.2.1 質(zhì)量一致性檢驗的項目、取樣位置及數(shù)量應(yīng)符合表13、表14的規(guī)定。

4.2.2.2 鍛坯的取樣,每批產(chǎn)品解剖一件(也可截取試樣環(huán)),承制方在半個鍛坯(或試樣環(huán))上取樣進行力學性能(各2個)及低倍和顯微組織(各1個)的檢驗,另半個鍛坯(或試樣環(huán))隨同該批產(chǎn)品一起交付
訂購方(供復(fù)驗用),并計入交貨重量。
當用同一鑄錠采用相近工藝,同時生產(chǎn)幾種規(guī)格相近的鍛坯時,訂購方同意并在合同中注明時,允許用最大規(guī)格鍛坯的性能和組織的檢驗結(jié)果代表其他規(guī)格鍛坯的檢驗。
4.2.2.3 B類用途TA15鈦合金棒材的取樣位置還應(yīng)符合表15的規(guī)定,直徑大于200mm的棒材當訂購方要求并在合同中注明進行鐓制餅坯檢驗時,從每根受檢棒材上截取長度為60mm±3mm的毛坯。
毛坯加熱到β相變溫度以下20℃~40℃, 保溫30min, 在鍛錘或壓力機上一火鐓粗至高度為24mm±3mm的餅坯,然后按3.3.1條推薦的制度進行熱處理。敏粗餅坯一半由承制方進行試驗,另一半與該批棒材一起提交訂購方。餅坯按表14規(guī)定的取樣數(shù)量進行室溫力學性能和斷裂韌度試驗,取樣位置為餅坯厚度中心處的D/2~D/4之間的弦向。

4.2.3 檢驗結(jié)果的判定
4.2.3.1 化學成分不合格時,整批產(chǎn)品不合格。
4.2.3.2 超聲波檢驗、尺寸、表面狀況以及外觀質(zhì)量不合格時,判單根(件)不合格。
4.2.3.3 在力學性能檢驗中,如果有一個試樣的試驗結(jié)果不合格,則從該批棒材或鍛坯(包括原受檢產(chǎn)品)中取雙倍試樣進行該不合格項目的重復(fù)試驗。若重復(fù)試驗結(jié)果仍有試樣不合格,則判該批產(chǎn)品為不合格。但允許承制方逐根(件)對不合格項目進行檢驗,合格者重新組批交貨。
4.2.3.4 在低倍組織檢驗中,如發(fā)現(xiàn)并判為有脆性偏析(其硬度明顯高于基體的偏析,常見的如富氧、富氮等偏析),該批產(chǎn)品不合格;如判為有非脆性偏析,允許切除后重新組批提交驗收。B類用途的TA15鈦合金棒材,其低倍組織檢驗中認為存在清晰晶時,以該處的顯微組織為準進行判定。
4.2.3.5 顯微組織檢驗不合格,允許承制方調(diào)整熱處理后重復(fù)試驗,若重復(fù)試驗結(jié)果仍不合格,則判該批產(chǎn)品為不合格。允許承制方逐根(件)進行檢驗,合格者重新組批交貨。
4.3 檢驗方法
4.3.1 化學成分仲裁分析按GB/T4698(所有部分)進行。
4.3.2 室溫拉伸試驗按GB/T228-2002進行。室溫拉伸試驗選GB/T228-2002中的R7試樣。
4.3.3 沖擊試驗按GB/T229進行。選用缺口深度為2mm的U型缺口試樣。
4.3.4 平面應(yīng)變斷裂韌度Kic試驗按GB/T 4161進行。試樣形式為緊湊拉伸試樣。
4.3.5 高溫拉伸試驗按GB/T4338進行。
4.3.6 高溫蠕變、高溫持久試驗按GB/T2039進行。
4.3.7 β轉(zhuǎn)變溫度用金相淬火法或其他方法測定。
4.3.8 超聲波檢驗按GB/T5193進行,其中B類用途TA15鈦合金棒材的超聲波檢驗按本規(guī)范的附錄A進行。
4.3.9 尺寸和外形的測量用相應(yīng)精度的量具進行。
4.3.10 低倍組織、顯微組織的檢驗按GB/T5168進行。
4.3.11 表面狀況檢驗用表面粗糙度標塊對比法進行。
4.3.12 外觀質(zhì)量用目視檢驗。
5、交貨準備
5.1 包裝、標志、運輸、貯存
產(chǎn)品的包裝、標志、運輸、貯存按GB/T8180的規(guī)定進行。
5.2 質(zhì)量證明書
每批產(chǎn)品應(yīng)附有質(zhì)量證明書,其上注明:
a)承制方名稱、地址、電話、傳真;
b)產(chǎn)品名稱;
c)產(chǎn)品牌號、鑄錠熔次;
d)規(guī)格、狀態(tài);
e)批號或熔煉爐號、錠節(jié)號;
f)β轉(zhuǎn)變溫度;
g)凈重和件數(shù);
h)試樣所采用的熱處理制度、各項分析檢驗結(jié)果和質(zhì)量檢驗部門印記;
i)本規(guī)范編號;
j)出廠日期(或包裝日期)
6、說明事項
6.1 預(yù)定用途
本規(guī)范規(guī)定的鈦及鈦合金棒材、鍛坯預(yù)定用于制作航空零件。
6.2 訂貨文件應(yīng)明確的內(nèi)容
合同或訂單中應(yīng)寫明下列內(nèi)容:
a)本規(guī)范的名稱和編號;
b)產(chǎn)品名稱、牌號、狀態(tài)、規(guī)格和數(shù)量,B類用途的TA15鈦合金棒材訂貨時,應(yīng)予以注明;
c)對規(guī)定之外規(guī)格的室溫力學性能的要求;
d)對高溫力學性能的要求;
e)對顯微組織的特殊要求;
f) 其他需要說明的事項。
無相關(guān)信息
 掃描查看手機網(wǎng)站
掃描查看手機網(wǎng)站
 掃描關(guān)注我們
掃描關(guān)注我們
網(wǎng)經(jīng)營企業(yè)電子標識編號:402881c85d33654a015d3618391c11111")

站訪問在線統(tǒng)計") 陜ICP備16020037號
陜ICP備16020037號
bjjwtai.com
巨偉鈦業(yè)手機網(wǎng)